Позвонить: (4842) 75-75-05
Написать сообщение: m-40@inbox.ru

Модель или звено моделей изготавливают в разъемной пресс-форме (металлической, резиновой) [Рис. 1.1], рабочая поверхность которой имеет конфигурацию
отливки с припусками на усадку и обработку резанием. Для получения моделей используют легкоплавкие воскообразные составы на основе парафина,
стеарина, воска. Возможно также изготовление растворяемых моделей на основе карбамида (мочевины) и выжигаемых из пенополистирола.
Готовые модели или модельные звенья собирают в модельный блок, в который входят стояк, питатели и модели отливки [Рис. 1.2]. Блок моделей погружают
в емкость с огнеупорной суспензией, состоящей из мелкодисперсного (5...50 мкм) огнеупорного наполнителя (кварца, электрокорунда,
динсен-силлиманита, муллита и т.д.) и жидкого связующего (гидролизованного этилсиликата, жидкого стекла) [Рис. 1.3].
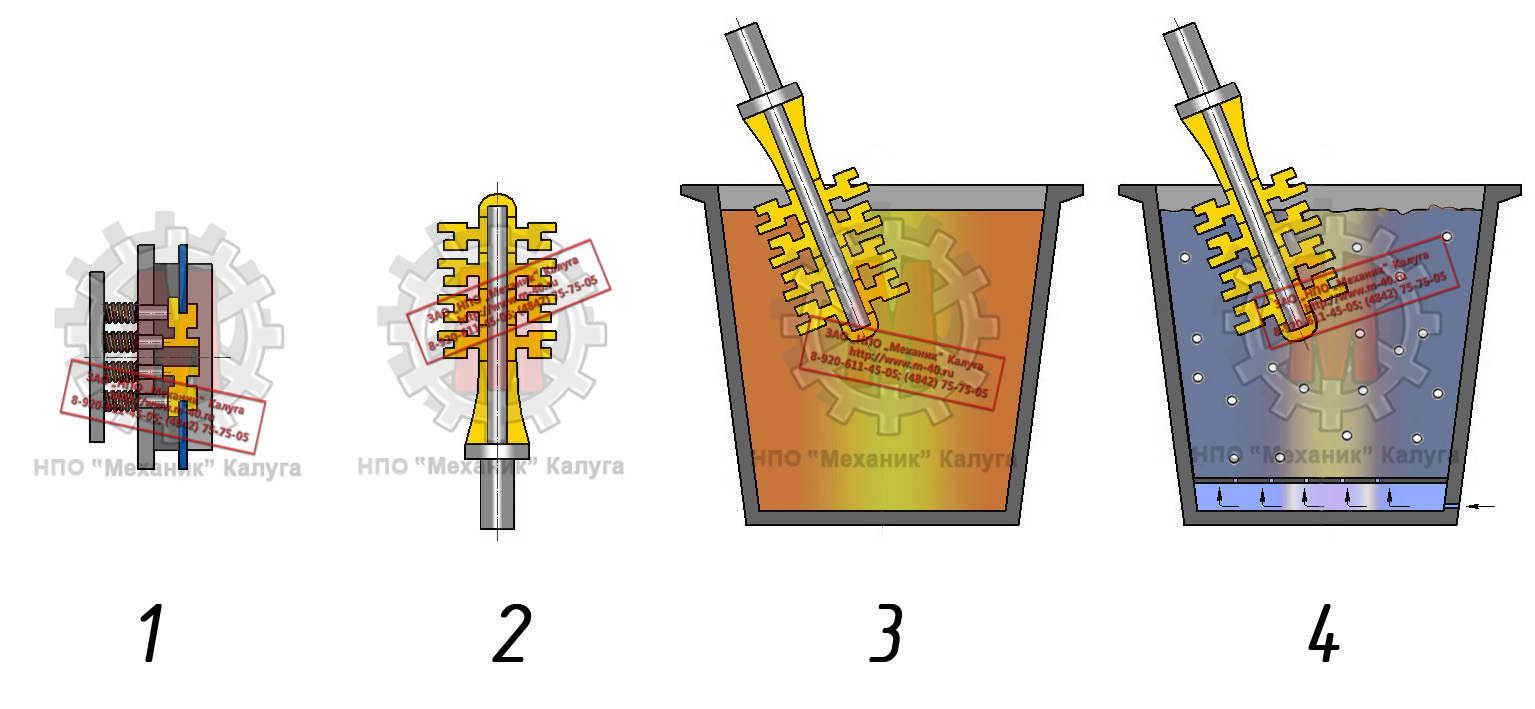
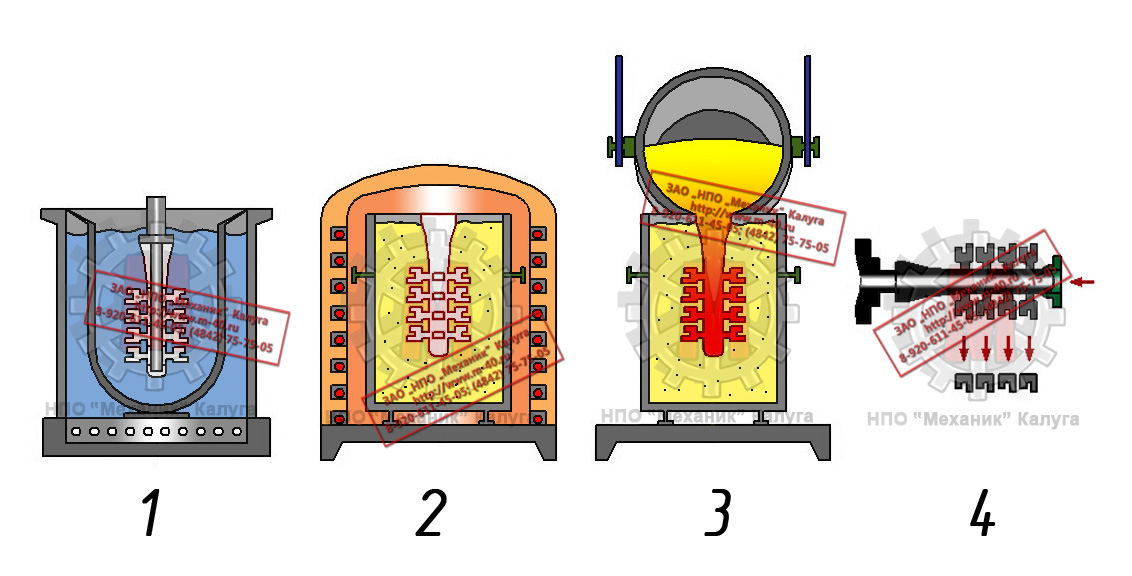
Рис.1 Процесс образования литейной формы
В результате на поверхности модельного блока образуется тонкий, до 1 мм, слой суспензии. Для упрочнения этого слоя, увеличения его толщины
на него наносят зернистый материал из фракций 200...630 мкм из кварца, электрокорунда, шамота [Рис. 1.4].
Для нанесения обсыпки в емкость с зернистым материалом снизу подается сжатый воздух. Операцию нанесения слоев суспензии и их обсыпки
повторяют до получения на модели керамической оболочки требуемой толщины (3...15 слоев). Каждый нанесенный слой покрытия высушивают на воздухе
или в парах аммиака. После сушки формы модель из нее удаляют выплавлением в воде при 95... 100 °С или в расплавленный модельной массе,
или растворением в воде (мочевина), или выжиганием (пенополистирол) [Рис. 2.1].