Позвонить: (4842) 75-75-05
Написать сообщение: m-40@inbox.ru

Пенополистирол относится к твердым пенам, которые в физической химии определяются как дисперсия газа в твердом веществе, или точнее,
ячеисто-пленочная дисперсная система. В нашем случае матрицей служит полистирол, а диспергируется («дробится» и «рассеивается») газ.
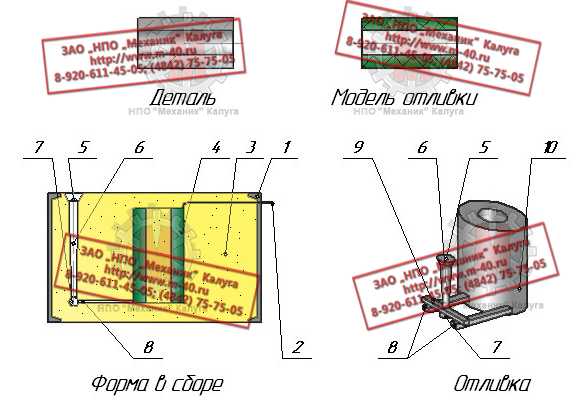
Применяемые при этом способе модели изготавливаются из пенополистирола различных марок, выпускаемого в виде гранул или плит. Такие
пенополистироловые модели и элементы литниковой системы остаются в собранной литейной форме.