Позвонить: (4842) 75-75-05
Написать сообщение: m-40@inbox.ru

Пенополистирол относится к твердым пенам, которые в физической химии определяются как дисперсия газа в твердом веществе, или точнее,
ячеисто-пленочная дисперсная система. В нашем случае матрицей служит полистирол, а диспергируется («дробится» и «рассеивается») газ.
Применяемые при этом способе модели изготавливаются из пенополистирола различных марок, выпускаемого в виде гранул или плит. Такие
пенополистироловые модели и элементы литниковой системы остаются в собранной литейной форме.
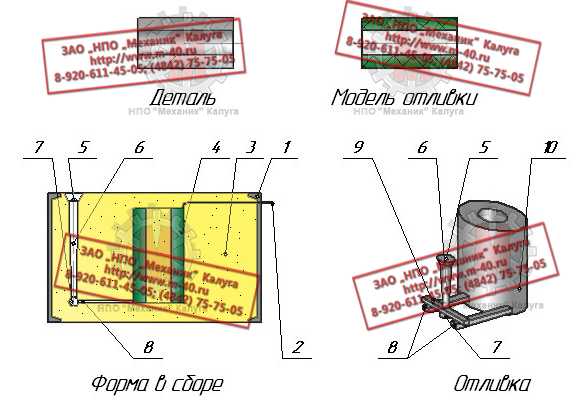
Рис. 1. Литье по газифицируемым моделям
1 - опока; 2 - система вакуумирования опоки; 3 - формовочная смесь; 4 - модель отливки; 5 - воронка; 6 - стояк; 7 - шлакоуловитель; 8 - питатели; 9 - зумпф; 10 - отливка.
Для изготовления пенополистироловой модели из гранул они засыпаются в пресс-форму, в которой нагреваются в автоклаве. Гранулы пенополистирола
при этом вспениваются, заполняют всю полость и образуют сплошную модель, соответствующую внутренней полости пресс-формы.
После охлаждения в проточной воде модель извлекают и передают на формовку. К таким газифицируемым моделям можно присоединить литниковую
систему (также из пенополистирола), например, путем приклеивания.
Путем склеивания получают модели сложной конфигурации. Характерной особенностью этого способа является возможность получения отливок по
моделям без формовочных уклонов, с уменьшенными припусками на механическую обработку и без стержневых знаков, так как отверстия и выступающие
части образуются самой моделью. При этом значительно упрощается процесс формовки. Он состоит в том, что модель с литниковой системой
устанавливается в опоку на предварительно насыпанный слой формовочной смеси и засыпается до уровня литниковой чаши сухим песком. Необходимая
плотность формы на перед заливкой в неё расплава и при формировании отливки обеспечивается её вакуумированием.
Положение модели в форме при этом способе выбирается таким, чтобы обеспечить наиболее полное удаление продуктов разложения пенополистирола
из полости формы при заливке в нее расплавленного металла.
При соприкосновении с расплавленным металлом литниковая система, а затем и модель превращаются в газ, а их место занимает металл. Замена одного
материала другим - основное отличие технологии литья по газифицируемым моделям, от остальных видов литья, которое определяет ее название по принятой
терминологии в литейном производстве и делает ее уникальной.
После остывания отливки вакуумирование формы прекращается. Песок из опоки свободно высыпается. Практически пригар на отливке отсутствет.
При достигнутом уровне технологии точность мелких отливок по газифицируемым моделям в формах из сухого песка без связующих и ферромагнитных
материалов практически соответствует точности отливок по выплавляемым моделям.
Значения припусков на механическую обработку на 1 - 2 ряда больше припусков литья в оболочковые формы.
| Ноябрь 2024 | ||||||
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | |
| Муфты зубчатые в наличии | ||
| Муфты МЗ | ||
| Тип | Цена, руб., с НДС |
Кол-во, шт. |
| МЗ-1 | 9 400 | 58 |
| МЗ-2 | 14 600 | 156 |
| МЗ-3 | 16 400 | 83 |
| МЗ-4 | 25 000 | 53 |
| МЗ-5 | 32 000 | 25 |
| МЗ-6 | 54 000 | 14 |
| МЗ-7 | 75 000 | 2 |
| МЗ-8 | 102 300 | 9 |
| МЗ-9 | 130 000 | 2 |
| МЗ-10 | 180 000 | 9 |


