Позвонить: (4842) 75-75-05
Написать сообщение: m-40@inbox.ru

В разовых песчаных формах производится более 80% от всего объема отливок. Это объясняется универсальностью процесса (широкие технологические
возможности процесса обеспечивают получение любых отливок как по массе, так и по роду металла), низкой себестоимостью и сравнительно легкой и
быстрой технологической подготовкой производства отливок широкой номенклатуры.
При всех преимуществах сырых форм им свойственны недостатки, в частности, непроизводительная переработка около 70% формовочных смесей, не
участвующих в процессах формирования отливок; значительный брак по газовым раковинам, засорам и другим дефектам.
Весь цикл изготовления отливки состоит из ряда основных и вспомогательных операций, осуществляемых как параллельно, так и последовательно
в различных отделениях литейного цеха. Модели, стержневые ящики и другую оснастку изготовливают, в модельных цехах.
Литейная разовая песчано-глинистая форма [Рис.1] в большинстве случаев состоит из двух полуформ: верхней и нижней, которые получают
уплотнением формовочной смеси вокруг соответствующих частей (верхней и нижней) деревянной или металлической модели в специальных рамках -
опоках.
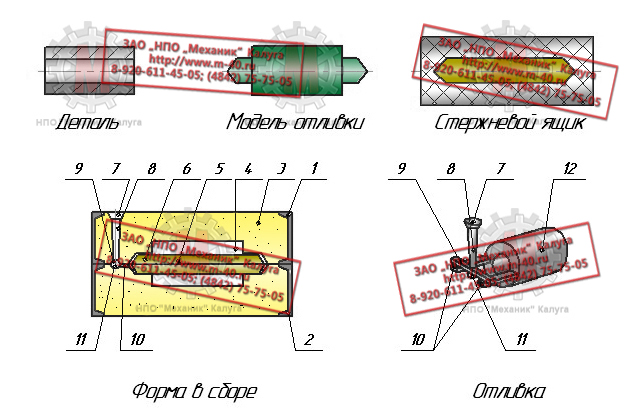
Рис.1 Литье в песчано-глинистые формы
1 - верхняя опока; 2 - нижняя опока; 3 - формовочная смесь; 4 - полость, формирующая отливку;
5 - стержень; 6 - знак стержня; 7 - воронка; 8 - стояк; 9 - шлакоуловитель; 10 - питатели;
11 - зумпф; 12 - отливка.
Модель отличается от отливки увеличенными размерами на величину усадки сплава, наличием формовочных уклонов, облегчающих извлечение модели из
формы, наличием плоскости разъема и знаковых частей, предназначенных для установки стержня, образующего внутреннюю полость (отверстие) в
отливке.
Стержень изготавливают из смеси, например кварцевого песка, отдельные зерна которого скрепляются при сушке или химическом отверждении
специальными крепителями (связующими). В верхней полуформе с помощью соответствующих моделей выполняется воронка, каналы стояка и шлакоуловителя,
а в нижней полуформе каналы питателей.
В целом воронка и все каналы образуют литниковую систему, по которой из разливочного ковша поступает
литейный сплав в полость формы, и дополнительные полости прибыли. Прибыли являются дополнительным резервуаром жидкого расплава, который
необходим для питания отливки при усадке металла в процессе его кристаллизации. Прибыли, как правило, устанавливаются над массивными частями
отливки.
После уплотнения смеси модели собственно отливки, литниковой системы и прибылей извлекают из полуформ. Затем в нижнюю полуформу устанавливают
стержень и накрывают верхней полуформой. Необходимая точность соединения полуформ обеспечивается фиксирующими штырями. Перед заливкой
сплава во избежание поднятия верхней полуформы жидким расплавом опоки скрепляют друг с другом специальными скобами, или на верхнюю опоку
устанавливают груз.
Стержень изготавливают из смеси, например кварцевого песка, отдельные зерна которого скрепляются при сушке или химическом отверждении специальными крепителями (связующими). В верхней полуформе с помощью соответствующих моделей выполняется воронка, каналы стояка и шлакоуловителя, а в нижней полуформе каналы питателей.
В целом воронка и все каналы образуют литниковую систему, по которой из разливочного ковша поступает литейный сплав в полость формы, и дополнительные полости прибыли. Прибыли являются дополнительным резервуаром жидкого расплава, который необходим для питания отливки при усадке металла в процессе его кристаллизации. Прибыли, как правило, устанавливаются над массивными частями отливки.
После уплотнения смеси модели собственно отливки, литниковой системы и прибылей извлекают из полуформ. Затем в нижнюю полуформу устанавливают стержень и накрывают верхней полуформой. Необходимая точность соединения полуформ обеспечивается фиксирующими штырями. Перед заливкой сплава во избежание поднятия верхней полуформы жидким расплавом опоки скрепляют друг с другом специальными скобами, или на верхнюю опоку устанавливают груз.
| Январь 2025 | ||||||
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 1 | 2 | 3 | 4 | 5 | ||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 31 | ||
| Муфты зубчатые в наличии | ||
| Муфты МЗ | ||
| Тип | Цена, руб., с НДС |
Кол-во, шт. |
| МЗ-1 | 9 850 | 26 |
| МЗ-2 | 15 300 | 180 |
| МЗ-3 | 17 200 | 2 |
| МЗ-4 | 26 200 | 21 |
| МЗ-5 | 33 600 | 12 |
| МЗ-6 | 56 500 | 12 |
| МЗ-7 | 78 200 | 0 |
| МЗ-8 | 105 600 | 7 |
| МЗ-9 | 133 000 | 10 |
| МЗ-10 | 185 000 | 4 |


